Цехом называется организационно и технологически обособленное звено предприятия, выполняющее определенную часть производственного процесса, либо изготовляющее какой-либо вид продукции завода. Цехи осуществляют свою деятельность на основе внутрипроизводственного хозрасчета.
В соответствии с назначением производственных процессов, выполняемых цехами, различают:
основные;
вспомогательные цехи;
обслуживающие хозяйства.
К основным относят те цехи, в которых выполняются основные производственные процессы, т. е. связанные с изготовлением продукции и производственных услуг, составляющих программу завода и соответствующих профилю его специализации (литейные, кузнечно–штамповочные, механообрабатывающие и др.). К вспомогательным относят инструментальные, модельные, ремонтно-механические и др.; к обслуживающим хозяйствам – складское, транспортное хозяйство и др.
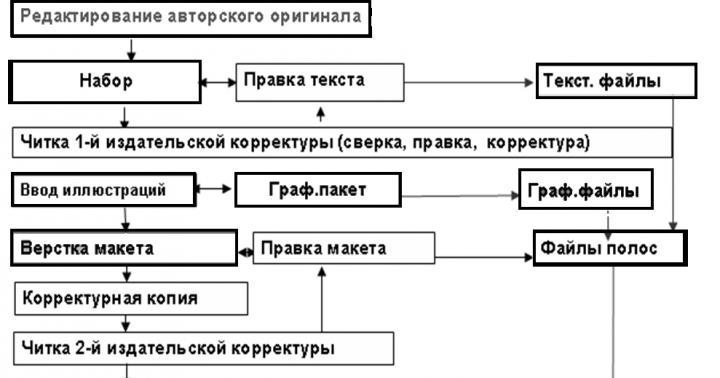
Производственная структура цеха – это состав его производственных участков, других внутрицеховых подразделений и формы их взаимосвязи. Производственная структура цеха показана на рис. 1.1.
В зависимости от вида специализации выделяют следующие типы производственной структуры основных цехов:
технологическая;
предметная (или подетально-узловая);
смешанная (предметно-технологическая).
Рис. 1.1. Производственная структура цеха
В цехах с технологической специализацией выполняется определенная часть производственного процесса. Продукция, выпускаемая цехом, часто меняется и не закреплена за рабочими местами. Этот вид промышленной структуры наименее эффективен по сравнению с предметным и подетально-узловым.
Предметная или подетально-узловая структура основных цехов характерна для массового выпуска продукции устойчивой номенклатуры, при таком типе производственной структуры каждый цех специализируется на выпуске одного или нескольких конструктивно подобных изделий. В цехах участки создаются по предметно-замкнутому принципу.
Наиболее распространенной является смешанная структура (предметно-технологическая). Для данного типа характерно, что заготовительные цехи имеют технологическую структуру, обрабатывающие - подетально-узловую, а выпускающие - предметную. Цехи (участки), организованные по данному принципу специализации, обладают значительными экономическими преимуществами, так как при этом сокращается длительность производственного цикла в результате полного или частичного устранения встречных или возвратных перемещений, снижаются потери времени на переналадку оборудования, упрощается система планирования и оперативного управления ходом производства.
Производственная структура вспомогательных цехов включает:
Заготовительный цех осуществляет предварительное формообразование деталей изделия (литье, горячая штамповка, резка заготовок и т.д.).
Цех ремонтный осуществляет технические мероприятия по уходу, надзору, обслуживанию и ремонту оборудования для поддержания его в состоянии постоянной готовности к работе.
Энергетический цех . Его задачами являются бесперебойное и надежное обеспечение предприятия всеми видами энергии, а так же выполнение правил эксплуатации энергетического оборудования, организация его технического обслуживания и ремонта.
К производственной структуре обслуживающих цехов относятся:
Цех технического контроля , основными функциями которого являются: контроль над качеством и комплектностью выпускаемых изделий, учет и анализ возвратов продукции, а так же предупреждение брака и дефектов в производстве.
Складские подразделения занимаются приемкой, хранением, учетом материалов и регулированием уровня их запаса, подготовкой к отправке потребителю готовой продукции.
Транспортный цех . Основной его задачей является обеспечение своевременного и бесперебойного обслуживания транспортом основных и вспомогательных производств.
На каждом консультация в соответствии с технологическим процессом выпуска продукции организуются производственные подразделения - участки, отделения, цеха.
Важнейшими на каждом консультация есть две составляющие: основное производство, охватывает все процессы, непосредственно связанные с выпуском готовой продукции, и вспомогательное, которое включает процессы материального и технического обслуживания основного производства. Это большие цеха и подразделения, которые создаются на тех крупных предприятиях, где необходимо объединить несколько однородных или взаимосвязанных цехов.
в Свою очередь, основное и вспомогательное производства делятся на цеха, отделения, производственные участки, рабочие места.
Для производства продукции определенного ассортимента или выполнения то или иной стадии технологического процесса на предприятиях массового питания организуют цеха.
Цех - технологически обособленное производственное подразделение предприятия, в котором происходит завершенный процесс. В зависимости от характера технологического процесса и объема работы цех может иметь производственные участки, отделения или поточные линии, где обрабатывают сырье, готовят полуфабрикаты или выпускают готовую продукцию. Цех оснащен оборудованием, инструментами, инвентарем.
Производственный участок - часть цеха, на которой происходит завершена стадия производственного процесса.
Отделение - производственные подразделения, которые создаются в крупных цехах. Например, в горячем цехе могут создаваться суповое и соусная отделения. Цеха, отделения, производственные участки подразделяются на рабочие места.
Рабочее место - часть цеха, на которых работают один или несколько работников, выполняющих определенные операции.
Кроме цехов на производстве предусмотрены вспомогательные помещения - для мытья повареной посуды, мойки и хранения тары для полуфабрикатов (функциональных емкостей), для резки хлеба и т.д.
Взаимосвязь отдельных подразделений предприятия (цехов, вспомогательных помещений), которые участвующего в выполнении одной или нескольких стадий технологического процесса, определяет структуру производства. Предприятия массового питания в зависимости от их типа и мощности могут иметь цеховую и безцехову структуру производства.
Цеховая структура производства предусмотрена на крупных предприятиях, работающих на сырье (в ресторанах, столовых), и заготовительных предприятиях (фабриках-заготівельнях, кулинарных фабриках, столовых-заготівельнях). Цехи подразделяются на заготовочные (мясной, рыбный, птахоголовий, мясо-рыбный, овощной); доготовочная (горячий, холодный); специализированные (мучной, кондитерский, кулинарный). На предприятиях ресторанного хозяйства, которые работают на полуфабрикатах, организуют цех доработки полуфабрикатов и цех обработки зелени. В каждом цехе устанавливают соответствующие технологические линии.
Технологической линией называется участок производства, оснащенный необходимым оборудованием для осуществления технологического процесса. Например, в мясо-рыбном цехе предприятия средней мощности линии обработки мяса, птицы, рыбы, в горячем - линии приготовления первых и вторых горячих блюд. Работу цехов возглавляет начальник, которому подчиняются одна или несколько бригад. Цеховая структура производства способствует поопераційному разделения труда и его специализации, более эффективному использованию оборудования.
Бесцеховой структура производства характерна для доготовочных предприятий, работающих на полуфабрикатах и имеют небольшую производственную программу и ограниченный ассортимент продукции собственного производства (специализированные закусочные, шашлычные, пельменные, столовой-доготовочная и др). На таких предприятиях практикуют функциональное разделение труда, то есть все операции выполняют одна или две производственные бригады, которые подчиняются заведующему производства.
безцехової структуры производства названия цехов (горячий, холодный, мясной, рыбный, овощной и др.) являются условными. Они не обозначают структурные подразделения производства, а лишь разграничивают некоторые технологические процессы и операции в отдельных помещениях с учету требований санитарии.
В барах и буфетах, которые функционируют самостоятельно, выделяют заготовительное и доготівельне помещения. В заготовительном организуют участок для обработки овощей, рыбы, мяса и птицы, в доготовочная - предусматривают две технологические участки. Первый участок предназначен для приготовления горячих напитков (чая, кофе, какао, шоколада и т.д.), сладких блюд, горячих закусок, некоторых вторых горячих блюд, тепловой обработки продуктов, которые используют для приготовления холодных закусок, выпечки некоторых мучных изделий. Второй участок - для приготовления холодных закусок, сладких блюд, освежающих напитков, порционирование, оформление и отпуск готовой продукции.
Для выполнения определенных технологических операций по приготовлению полуфабрикатов или готовых блюд в цехе организуют рабочие места. Рабочим местом называют участок производственной площади цеха, на которой размещено оборудование (механическое, тепловое, холодильное, немеханічне, весоизмерительное), инвентарь, инструменты, устройства, посуда, тара, необходимые работнику для выполнения отдельных технологических операций. Рабочие места в цехе устанавливают в последовательности технологического процесса. Они могут быть специализированными и универсальными.
На крупных предприятиях, где применяется пооперационная форма разделения труда, в цехах организуют специализированные рабочие места, на которых каждый работник выполняет определенную операцию с постоянным набором инструментов и инвентаря (например, потрошение рыбы, дочищання картофеля). Повторяя несколько раз одни и те же операции, движения, работник приобретает устойчивых профессиональных навыков, работает четко, ритмично, совершенствует трудовые приемы. При этом на выполнение вспомогательных работ (подготовка и уборка рабочего места, инструментов, получение сырья, транспортировки полуфабрикатов) тратят минимальное количество времени.
На доготовочных предприятиях с бесцеховой структурой производства преобладают универсальные рабочие места для выполнения различных технологических операций. Эти места обеспечивают полным набором инструментов, инвентаря, посуды, устройств для выполнения всех технологических операций. Непосредственно на универсальном рабочем месте должны быть только то инструменты, инвентарь, посуда, устройства, которые необходимы для выполнения определенной операции. Остальные инвентаря и посуды хранят в выдвижных ящиках и на полках под столешницей стола. Ножи хранят в специальных устройствах.
Правильное размещение на рабочем месте оборудования, сырья и полуфабрикатов, посуды, инвентаря, наличие технологических карт или таблиц норм отходов и выхода полуфабрикатов способствуют созданию наилучших условий для труда. Площадь каждого рабочего места должна быть достаточной для свободного доступа к оборудованию при его эксплуатации и ремонте. Для обеспечения безопасности труда устанавливают защитные средства, щитки, предохранительные устройства. Там, где это необходимо, подводят холодную и горячую воду, газ, силовую электроэнергию, устанавливают дополнительное освещение. Источник света должен быть слева от рабочего места на расстоянии не менее 6-7 м.
Инструменты и инвентарь размещают дело вот работнике, а продукт, подлежащий обработке, - слева. Весы, специи и приправы располагают на столе на расстоянии вытянутой руки, разделочную доску - перед собой (на расстоянии 6 см от края стола).
Во время работы работник должен стоят прямо, не сутулясь. За неправильного положения тела человек быстро устает.
Около производственных столов и ванн, под ноги работникам кладут деревянную решетку высотой не более 100 мм. Для обеспечения удобства в работе высота стола должна быть такой, чтобы расстояние между локтем работника и поверхностью стола не превышала 200-250 мм. Некоторые операции (дочищення картофеля, потрошения рыбы, формирования вареников и т.п.) повара могут выполнять сидя, поэтому на отдельных рабочих местах предусматривают стулья, высоту которых регулируют.
Необходимо добиваться уменьшения шума на рабочих местах, что уменьшает утомляемость работников. Для улучшения условий труда широко используют местную вентиляцию, вытяжные шкафы, зонты (местный отсос), улавливающие пары, газы, чад, дым.
На рабочих местах, где скапливаются отходы, для их изъятия устраивают желоба, воронкообразные отверстия в столах, спускные рукава в камеру отходов, устанавливают передвижные контейнеры и т.д.
Рабочие места должны быть организованы так, чтобы исключалась возможность получения травм, ожогов. Помочь в этом могут защитные экраны, ограждения, предохранительные устройства и предупредительная сигнализация.
На рабочих местах целесообразнее использовать выдвижные, откидные или переносные стулья, причем лучше стулья с сиденьем, высота которого регулируется, и специальной спинкой и подлокотниками.
Своевременная и полная подготовка рабочих мест перед началом смены и четкое обслуживание квалифицированных работников подсобными помогают существенно сократить непроизводительные затраты времени.
Использование функциональных емкостей, предназначенных для хранения, предварительной обработки, приготовления, транспортировки и раздачи продукции и средств их перемещения облегчает труд поваров и снижает использование ручного труда на 30-40%.
В производственных процессах одновременно используется ручная и машинная работа. Так, вареные овощи для нарезания закладывают в рабочую камеру машины МРОВ-160 вручную, а нарезают механическим способом.
Работники производства выполняют в процессе работы основные и вспомогательные операции. Например, открывания банок с томатным пюре - вспомогательная операция, а пассерование томатного пюре - основная.
На рабочих местах важно сократить долю ручного труда в общих трудовых затратах. Этому способствует активное участие рационализаторов и изобретателей в разработке и внедрении прогрессивного оборудования. Именно благодаря их инициативе были разработаны и внедрены машина для разделки тушек птицы, машина для нарезания полуфабрикатов к универсальной машины П-11, устройство для нарезания гуляша на основе мясорубки МИМ-105, машина для раскатки теста для чебуреков и т.д.
Помещения предприятий ресторанного хозяйства делятся на следующие основные группы:
Складская группа для кратковременного хранения сырья и продуктов в охлаждаемых камерах и неохолоджувальних складах с соответствующими режимами хранения;
Производственная группа для переработки продуктов, сырья (полуфабрикатов) и выпуска готовой продукции; в состав производственной группы входят основные (заготовочные и доготовочная) цехи, специализированные (кондитерский, кулинарный и др.) и вспомогательные (моечные, хлеборезка);
Торговая группа для реализации готовой продукции и организации ее потребления (торговые залы с раздаточными и буфетами, магазины кулинарии, вестибюль с гардеробом и санузлами и др);
Административно-бытовая группа для создания нормальных условий труда и отдыха работников (кабинет директора, бухгалтерия, гардероб персонала с душами и санузлами).
Все группы помещений связаны между собой:
Размещения основных групп помещений должно обеспечить кратчайшие связи между ними без пересечения потоков посетителей и обслуживающего персонала, чистой и использованной посуды, полуфабрикатов, сырья и отходов;
Следует стремиться к компактной структуре здания, предусмотреть возможность перепланировки помещений с изменением технологии производства;
Компоновка всех групп помещений должны соответствовать всем требованиям, санитарным и противопожарным правилам;
Все производственные и складские помещения должны быть непроходными, вход в производственных и бытовых помещений - со стороны хозяйственного двора, а в торговые помещения - с улицы; они должны быть изолированы от входов в жилые помещения;
Компонуют торговые помещения по направлению движения посетителей, предусмотрев возможность сокращения их передвижения и обеспечение эвакуации людей в случае пожара.
Производственные помещения должны быть расположены в наземных этажах и ориентированы на север и северо-запад. Состав и площадь производственных помещений определяются Строительными нормами и правилами проектирования в зависимости от типа и мощности предприятия. Площадь производственных помещений должна обеспечить безопасные условия труда и соблюдение санитарно-гигиенических требований.
В производственных помещениях должен быть создан оптимальный микроклимат. Факторами микроклимата являются температура, влажность, скорость движения воздуха. На микроклимат горячего и кондитерского цехов влияет также тепловое излучение от нагретых поверхностей оборудования. Открытая поверхность раскаленной плиты выделяет столько тепловой энергии, что может вызвать тепловой удар у работника.
Оптимальная температура в заготовительных и холодных цехах должна колебаться в пределах 16-18°С, в горячем и кондитерском-23-25°С. Относительная влажность воздуха - 60 - 70%. Создать такие микроклиматические условия помогают устройства приточно-вытяжной вентиляции. Вытяжка должна быть больше притока воздуха. В горячих цехах, кроме общей вентиляции, используют местную, устраивают вентиляционные отсосы, предназначенные для удаления пара.
На современных предприятиях для создания оптимального микроклимата целесообразно использовать автоматические кондиционные установки.
Важным условием снижения утомляемости работников, предотвращения травматизма является правильное освещение производственных помещений и рабочих мест. В цехах обязательно должно быть естественное освещение, коэффициент которого (отношение площади окон к площади пола) должен быть не менее 1:6, а удаленность рабочего места от окон - не более 8 м. Производственные столы размещают так, чтобы повар работал лицом к окну или свет падал слева. Для искусственного освещения используют люминесцентные лампы или лампы накаливания. При подборе ламп необходимо соблюдать нормы: на 1 м2 площади цеха должно приходиться 20 Вт.
В производственных помещениях должна быть подведена горячая и холодная вода в моечных - ванн, электрокипятильник, котлов.
Канализация обеспечивает отток сточных вод при эксплуатации ванн, котлов для приготовления еды.
В производственных цехах в процессе работы механического и холодильного оборудования возникают шумы. Допустимый уровень шума в производственных помещениях составляет 60-75 Дб. Снижение этого показателя можно добиться применением звукопоглощающих материалов.
Для успешного выполнения производственного процесса на предприятиях ресторанного хозяйства необходимо:
Выбрать рациональную структуру производства;
Разместить производственные помещения в последовательности, соответствующей технологическому процессу, чтобы избежать встречных потоков сырья, полуфабрикатов и готовой продукции. Так, заготовочные цехи должны располагаться ближе к складским помещениям, но в то же время иметь удобную связь с доготовочная цехами;
Обеспечить поточность производства и последовательность технологических процессов;
Правильно разместить оборудование;
Обеспечить рабочие места необходимым оборудованием, инвентарем, инструментами;
Создать оптимальные условия для труда.
Под производственной структурой предприятия понимается состав образующих его цехов, участков и служб, формы их взаимосвязи в процессе производства продукции. Основным элементом производственной структуры предприятия являются рабочие места, которые могут быть объединены в производственные участки и цеха. Производственные цеха, как правило, создаются на крупных или средних производственных предприятиях.
Производственная структура малого предприятия отличается простотой, имеет минимум или не имеет вовсе внутренних структурных производственных подразделений, аппарат управления незначителен, широко применяется совмещение управленческих функций.
Структура средних предприятий предполагает выделение в их составе цехов, а при бесцеховой структуре — участков. Здесь создаются минимально необходимые для обеспечения функционирования предприятия собственные вспомогательные и обслуживающие подразделения, отделы и службы аппарата управления.
Крупные предприятия имеют в своем составе весь набор производственных, обслуживающих и управляющих подразделений.
ЭТО ВАЖНО
Производственная структура предприятия должна быть простой вне зависимости от объемов производства.
Ключевые требования к эффективной производственной структуре:
- отсутствие повторяющихся производственных звеньев;
- удобное территориальное размещение производственных подразделений (иногда затраты на территориальное перемещение между подразделениями очень высокие, что нерационально с точки зрения потерь рабочего времени);
Рациональная специализация и кооперация производственных подразделений.
Производственные структуры различных предприятий сильно отличаются в зависимости от отраслевой принадлежности и типа производства. Чем более сложный производственный процесс предприятия, чем больше у него технологических особенностей, тем обширнее его производственная структура.
Основные факторы, влияющие на производственную структуру:
- технологические особенности изготовления продукции;
- масштаб производства;
- объем выпуска продукции и ее трудоемкость;
- особенности используемого оборудования и технологии производства.
ЭЛЕМЕНТЫ ПРОИЗВОДСТВЕННОЙ СТРУКТУРЫ
Рабочее место
Рабочее место — это часть производственной площади, оснащенной необходимым оборудованием, инструментами и материалами для выполнения работником поставленной задачи. Рабочие места должны быть взаимосвязаны, чаще всего их размещают на производственном пространстве последовательно.
Виды рабочих мест в зависимости от числа исполнителей:
- индивидуальные (одно рабочее место — один исполнитель);
- коллективные (одно рабочее место — несколько исполнителей).
Организация рабочих мест должна соответствовать целому ряду технических требований персонала и требованиям корректных условий труда, поэтому рабочие места подлежат аттестации.
Все рабочие места подвергаются системе обслуживания:
- доставка материалов (инструментов);
- вывоз готовых изделий;
- наладка и ремонт оборудования;
- контроль качества продукции (осуществляет отдел технического контроля).
Производственные участки
Рабочие места объединяют в производственные участки. За каждым участком закрепляют бригаду рабочих (7-12 человек) и начальника участка (старшего мастера, бригадира).
Бригады формируют исходя из специализации рабочих, то есть в одну бригаду включают рабочих одной и/или смежных профессий, занятых на однородных технологических процессах. Бригады могут формироваться и комплексно — из рабочих разных профессий для выполнения однородных технологических процессов.
Концентрация и специализация — принципы организации производственных участков. На основании этих принципов различают следующие виды производственных участков:
- технологический участок (специализация участка по видам работ). Для технологического участка характерны однотипные инструменты и оборудование, определенный (однородный) вид работы. Примерами технологических участков могут служить литейные, гальванические, термические, шлифовальные участки, участки токарных и фрезерных станков и др.
Технологическому участку свойственны высокая загрузка оборудования и высокая гибкость производства при освоении новой продукции или смене объектов производства. В то же время есть сложности с планированием, удлиняется производственный цикл, снижается ответственность за качество продукции. Технологический тип рекомендуется применять при выпуске большой номенклатуры изделий и при их невысокой серийности;
- предметный участок (специализация по видам продукции). Примеры предметных участков: участок конкретных деталей, участок валов, трансмиссий, редукторов и др. Предметному участку свойственна высокая концентрация всех работ в рамках одного участка (повышает ответственность исполнителей за качество выпускаемой продукции). Этот участок очень сложно перенастроить на другую продукцию при освоении нового вида или переориентации предприятия.
Предметный тип рекомендуется применять при выпуске одного или двух стандартных изделий, при большом объеме и высокой стабильности выпуска. При предметном типе обработка партии деталей может проходить параллельно на нескольких станках, выполняющих следующие друг за другом операции;
- предметно-замкнутый участок (специализация по видам продукции, осуществляется законченный цикл изготовления изделия). Здесь используют разнотипное оборудование, работают рабочие разных профессий. Предметно-замкнутый участок позволяет сократить длительность производственного цикла, упростить систему планирования и учета. Как правило, оборудование при предметно-замкнутом типе расставляют по ходу технологического процесса, в результате чего организуются простые связи между рабочими местами.
Производственные цеха
Все производственные участки группируются определенным образом и входят в состав цехов. Следует отметить, что производственные цеха формируются не на всех предприятиях. Если предприятие небольшое, объем производства невысокий, то на нем создают только производственные участки (бесцеховая структура). Как правило, все производственные цеха возглавляют начальники цехов по наименованию или по нумерации (начальник сборочного цеха или начальник цеха 1).
Все цеха предприятия подразделяются на категории в зависимости от типа производственного процесса:
1) основные . В цехах данного типа предполагаются производственные процессы, в ходе которых выпускают основную продукцию предприятия;
ПРИМЕР
На предприятиях машиностроения основное производство включает три стадии: заготовительную, обрабатывающую и сборочную.
К заготовительной стадии относятся процессы получения заготовок: резка материалов, литье, штамповка. Обрабатывающая стадия включает процессы превращения заготовок в готовые детали: механическую обработку, термообработку, покраску, гальванические покрытия и т. д.
Сборочная стадия — заключительная часть производственного процесса. В нее входят сборка узлов и готовых изделий, регулировка и отладка машин, приборов, их испытания.
2) обеспечивающие . В этих цехах предполагаются производственные процессы для изготовления вспомогательной продукции, необходимой для основных цехов. Примерами обеспечивающих цехов могут быть инструментальные, ремонтные цеха, энергетическое хозяйство и др.;
3) обслуживающие . В цехах данного типа предполагаются производственные процессы, в ходе реализации которых выполняются услуги, необходимые для нормального функционирования как основных, так и вспомогательных производственных процессов. Примерами обслуживающих цехов могут быть цеха транспортировки, складирования, комплектации деталей, строительные цеха и др.;
4) подсобные — осуществляют добычу и обработку вспомогательных материалов (тара, упаковка, добыча полезных ископаемых и др.);
5) побочные — в них изготавливают продукцию из отходов производства (например, цех по регенерации отходов);
6) вспомогательные — в цехах данного типа предполагаются процессы, обеспечивающие бесперебойное протекание основных производственных процессов. Примерами вспомогательных цехов могут быть цеха по ремонту оборудования, изготовлению оснастки, уборке территории и др.
Типы производственной структуры основных цехов
В зависимости от вида специализации выделяют следующие типы производственной структуры основных цехов:
- технологический тип цеха . В данном случае цех специализируется на выполнении определенных однородных производственных процессов (например, литейный, сборочный и др.);
- предметный тип . Цех специализируется на изготовлении определенного типа изделия или его части. Результатом деятельности данного цеха может быть готовая продукция (в таком случае тип будет называться предметно-замкнутым);
- смешанный (предметно-технологический ) тип . Чаще всего заготовительные процессы имеют технологическую структуру, обрабатывающие и сборные — предметную (предметно-замкнутую). Таким образом достигается снижение себестоимости единицы продукции за счет сокращения производственного цикла и роста производительности труда.
На основании рассмотренного материала представим типовую производственную структуру предприятия в виде схемы (рис. 1).
ФОРМЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
Форма организации производства представляет собой определенное сочетание во времени и пространстве элементов производственного процесса при соответствующем уровне его интеграции, выраженное системой устойчивых связей.
Временная структура организации производства
По виду временной структуры различают следующие формы организации производства на участке:
- с последовательной передачей предметов труда в производстве . При этом обеспечивается движение обрабатываемых деталей по всем производственным операциям. Изделия передаются с одной операции на другую лишь после окончания обработки на предшествующем этапе всей партии. Длительность производственного цикла при такой форме увеличивается, но при этом наблюдается полная загруженность оборудования, снижаются затраты на приобретение нового;
- с параллельной передачей предметов труда . При этой форме изделия запускаются, обрабатываются и передаются с операции на операцию поштучно и без ожидания всей партии. Такая организация производственного процесса позволяет уменьшить количество деталей, находящихся в обработке, сократить потребности в площадях, необходимых для складирования и проходов. Ее недостаток — возможные простои оборудования (рабочих мест) вследствие различий в длительности операций;
- с параллельно-последовательной передачей предметов труда . Это промежуточная форма между двумя рассмотренными выше. Изделия при такой форме передаются с операции на операцию транспортными партиями, обеспечивая тем самым непрерывность использования оборудования и рабочей силы.
Пространственная структура производственного процесса
Пространственная структура организации производства определяется количеством технологического оборудования, сосредоточенного на рабочей площадке (числом рабочих мест), и расположением его относительно направления движения предметов труда в окружающем пространстве. В зависимости от количества технологического оборудования (рабочих мест) различают однозвенную производственную систему и соответствующую ей структуру обособленного рабочего места и многозвенную систему с цеховой, линейной или ячеистой структурой.
Цеховая структура организации производства характеризуется созданием участков, на которых оборудование (рабочие места) расположено параллельно потоку заготовок, что предполагает их специализацию по признаку технологической однородности. В этом случае партия деталей, поступающая на участок, направляется на одно из свободных рабочих мест, где проходит необходимый цикл обработки, после чего передается на другой участок (в цех).
На участке с линейной пространственной структурой оборудование (рабочие места) располагается по ходу технологического процесса, а партия деталей, обрабатываемая на участке, передается с одного рабочего места на другое последовательно.
Ячеистая структура организации производства объединяет признаки линейной и цеховой структуры.
Комбинация пространственной и временной структур производственного процесса при определенном уровне интеграции частичных процессов обусловливает различные формы организации производства:
- технологическую;
- предметную;
- прямоточную;
- точечную;
- интегрированную.
Технологическая форма организации производства
Технологическая форма организации производственного процесса характеризуется цеховой структурой с последовательной передачей предметов труда. Такая форма широко распространена на машиностроительных заводах, поскольку обеспечивает максимальную загрузку оборудования в условиях мелкосерийного производства и приспособлена к частым изменениям в технологическом процессе.
Применение технологической формы организации производственного процесса имеет ряд отрицательных последствий. Большое количество деталей и их многократное перемещение в процессе обработки приводят к росту объема незавершенного производства и увеличению числа пунктов промежуточного складирования. Значительную часть производственного цикла составляют потери времени, обусловленные сложной межучастковой связью.
Предметная форма организации производства
Эта форма имеет ячеистую структуру с параллельно-последовательной (последовательной) передачей предметов труда в производстве. На предметном участке устанавливают все оборудование, необходимое для обработки группы деталей с начала и до конца технологического процесса. Если технологический цикл обработки замыкается в пределах участка, он называется предметно-замкнутым.
Прямоточная форма организации производства
Прямоточная форма характеризуется линейной структурой с поштучной передачей предметов труда в производстве. Такая форма обеспечивает реализацию следующих принципов организации производства:
- специализация;
- прямоточность;
- непрерывность;
- параллельность.
Применяя эту форму, можно сократить длительность производственного цикла, более эффективно использовать рабочую силу за счет большей специализации труда, уменьшить объем незавершенного производства.
Точечная форма организации производства
При точечной форме организации производства работа полностью выполняется на одном рабочем месте. Изделие изготовляется там, где находится его основная часть. Примером служит сборка изделия с перемещением рабочего вокруг него. Организация точечного производства имеет положительные стороны:
- можно часто изменять конструкцию изделий и последовательность обработки, выпускать изделия разнообразной номенклатуры в количестве, определяемом потребностями производства;
- снижаются затраты, связанные с изменением расположения оборудования;
- повышается гибкость производства.
Интегрированная форма организации производства
Интегрированная форма организации производства предполагает объединение основных и вспомогательных операций в единый интегрированный производственный процесс с ячеистой или линейной структурой при последовательной, параллельной или параллельно-последовательной передаче предметов труда в производстве.
В отличие от существующей практики раздельного проектирования процессов складирования, транспортировки, управления, обработки на участках с интегрированной формой организации производства требуется увязать эти частичные процессы в единый производственный процесс. Это достигается путем объединения всех рабочих мест с помощью автоматического транспортно-складского комплекса , который представляет собой совокупность взаимосвязанных автоматических и складских устройств, средств вычислительной техники, предназначенных для организации хранения и перемещения предметов труда между отдельными рабочими местами.
В зависимости от способности к переналадке на выпуск новых изделий рассмотренные выше формы организации производства условно можно разделить на гибкие (переналаживаемые) и жесткие (непереналаживаемые).
ОБРАТИТЕ ВНИМАНИЕ
Изменение в номенклатуре выпускаемой продукции и переход на выпуск конструктивно новой серии изделий требуют перепланировки участка, замены оборудования и оснастки.
Жесткие формы организации производства предполагают обработку деталей одного наименования. К ним относится поточная форма организации производственного процесса. Гибкие формы позволяют обеспечить переход на выпуск новых изделий без изменения состава компонентов производственного процесса при незначительных затратах времени и труда.
Если говорить о машиностроительных предприятиях, то сегодня на них наибольшее распространение получили следующие формы организации производства:
1) гибкое точечное производство — предполагает пространственную структуру обособленного рабочего места без дальнейшей передачи предметов труда в процессе производства. Деталь полностью обрабатывается на одной позиции. Приспособленность к выпуску новых изделий осуществляется за счет изменения рабочего состояния системы;
2) гибкая предметная форма — характеризуется возможностью автоматической обработки деталей в пределах определенной номенклатуры без прерывания на переналадку. Переход к выпуску новых изделий осуществляется путем переналаживания технических средств, перепрограммирования системы управления. Гибкая предметная форма охватывает область последовательной и параллельно-последовательной передачи предметов труда в сочетании с комбинированной пространственной структурой;
3) гибкая прямолинейная форма — характеризуется быстрой переналадкой на обработку новых деталей в пределах заданной номенклатуры путем замены инструментальной оснастки и приспособлений, перепрограммирования системы управления. Она основана на рядном расположении оборудования, строго соответствующем технологическому процессу с поштучной передачей предметов труда
Блочно-модульная форма организации производства
Под влиянием научно-технического прогресса в технике и технологии происходят существенные изменения, обусловленные механизацией и автоматизацией производственных процессов. Это создает объективные предпосылки развития новых форм организации производства. Одной из таких форм, получившей применение при внедрении средств гибкой автоматизации в производственный процесс, является блочно-модульная форма.
Чтобы создать производство с блочно-модульной формой организации производства, необходимо:
- сконцентрировать на участке весь комплекс технологического оборудования, необходимого для непрерывного производства ограниченной номенклатуры изделий;
- объединить группы рабочих на выпуске конечной продукции с передачей им части функций по планированию и управлению производством на участке.
Экономической основой создания таких производств являются коллективные формы организации труда. Работа в этом случае строится на принципах самоуправления и коллективной ответственности за результаты труда.
Основные требования, предъявляемые к организации процесса производства и труда в этом случае:
- создание автономной системы технического и инструментального обслуживания производства;
- достижение непрерывности процесса производства на основе расчета рациональной потребности в ресурсах с указанием интервалов и сроков поставок;
- обеспечение сопряженности по мощности механообрабатывающих и сборочных подразделений;
- учет установленных норм управляемости при определении количества работающих;
- подбор группы работающих с учетом полной взаимозаменяемости.
ОБРАТИТЕ ВНИМАНИЕ
Реализация указанных требований возможна только при комплексном решении вопросов организации труда, производства и управления.
К блочно-модульной форме организации производства переходят на основании принятого решения о целесообразности создания таких подразделений в данных производственных условиях. Затем анализируют конструктивно-технологическую однородность продукции и оценивают возможность комплектации «семейств» деталей для обработки в рамках производственной ячейки.
Далее определяют возможность концентрации всего комплекса технологических операций по выпуску группы деталей на одном участке, устанавливают число рабочих мест, приспособленных для внедрения групповой обработки деталей, определяют состав и содержание основных требований к организации процесса производства и труда исходя из намеченного уровня автоматизации.
ПРОИЗВОДСТВЕННАЯ СТРУКТУРА НА ПРИМЕРЕ РЕМОНТНОГО ПРЕДПРИЯТИЯ
Рассмотрим производственную структуру на примере промышленного предприятия ООО «Альфа», которое предоставляет услуги по капитальному ремонту и техническому обслуживанию автомобилей.
Производственную структуру предприятия представим в виде схемы (рис. 2).

Чтобы понять построение производственной структуры данного предприятия, нужно знать особенности производственного процесса . Когда на предприятие поступает автомобиль, ведут его техническую приемку и устанавливают несоответствия с документацией. Затем идет мойка и полная разборка автомобиля. Далее вся агрегатика поступает в соответствующие цеха по специальностям, где производят ремонт и точечную покраску. Потом все детали поступают в сборочный цех для окончательной сборки, после чего следует полное наружное окрашивание и подготовка к сдаче заказчику.
Всем производственным участкам и цехам ООО «Альфа» в соответствии со специализацией деятельности характерен предметный или предметно-замкнутый тип . Другими словами, они специализируются по видам продукции (узлов, агрегатов, приборов, деталей, составных частей деталей и др.). Таким образом на предприятии добились большой концентрации работ в рамках одного производственного помещения (зоны). Кроме того, специалисты отдела технического контроля не оторваны от процесса производства. Они находятся непосредственно в зданиях цехов для контроля за качеством выпускаемой продукции.
Передача агрегатов (изделий, деталей) производится по параллельной методике, то есть их передают с операции на операцию поштучно, без ожидания завершения всей партии (целесообразно за счет высокого объема производства и загруженности предприятия). Передачу осуществляют на основании внутреннего документа (акта сдачи-приемки), который подписывается с двух сторон ответственными лицами и начальниками смежных цехов.
ПУТИ СОВЕРШЕНСТВОВАНИЯ ПРОИЗВОДСТВЕННОЙ СТРУКТУРЫ ПРЕДПРИЯТИЯ
Производственную структуру предприятия совершенствуют, чтобы сократить трудоемкость на всех производственных участках и рабочих местах, улучшить качество продукции. Сокращение трудоемкости и улучшение качества выпускаемой продукции позволяют предприятию снизить расходы, включаемые в себестоимость продукции (как основные, так и косвенные).
За счет эффективного совершенствования структуры производственного предприятия можно сократить трудовые издержки (например, автоматизировать отдельные производственные процессы), провести рационализацию производственных площадей.
Основные пути совершенствования производственной структуры предприятия:
- Укрупнение цехов, частичное объединение производственных процессов в некоторые производственные участки и дальнейшее объединение производственных участков. Большое количество специалистов узкого профиля в составе одного участка нельзя считать рациональным с экономической точки зрения, поэтому предлагается расширять спектр работ, выполняемых работниками (даже путем дополнительного обучения работников на выполнение новых видов работ).
- Совершенствование принципов построения производственных участков и цехов, путей взаимодействия между ними. Тем самым можно сократить производственный цикл, высвободить возможность увеличить объем выпускаемой продукции, прибыльность и доходность предприятия в целом.
- Совершенствование планировки производственных зданий и сооружений, что даст возможность сократить временные расходы на внутренние переходы и транспортировку при соблюдении норм расстановки и дистанций между оборудованием.
- Интеграция предприятий в промышленные объединения, что позволяет разграничить производственные процессы между несколькими предприятиями, сократив затраты каждого из них.
- Соблюдение пропорциональности между элементами производственной структуры, недопущение нерационального роста затрат на обслуживающие и вспомогательные производства.
- Сокращение времени пребывания изделия (деталей, составных частей) на конкретном производственном участке, а также сокращение простоев и перерывов в рабочем процессе.
- Изменение специализации предприятия и усовершенствование структуры управления. Некоторые мелкие и средние предприятия отказываются от создания цехов в пользу бесцехового типа производства, при котором все производственные процессы разделены между несколькими производственными участками, что облегчает планирование и контроль за исполнением, избегая раздутой системы руководства.
ЭТО ВАЖНО
В первую очередь совершенствование должно коснуться вопроса соотношения между основными, вспомогательными и обслуживающими цехами. Основной удельный вес работ (в том числе количества работников и общей занимаемой производственной площади) должен быть выделен для основного производства, так как именно там идет процесс изготовления продукции.
На некоторых предприятиях наблюдается обратная тенденция, когда удельный вес трудоемкости вспомогательных и обслуживающих производственных процессов куда выше основного производства. Такое тождество достигается за счет высокого уровня автоматизации основного производства, что влечет за собой сокращение трудоемкости выпуска основной продукции. Как следствие, увеличивается трудоемкость по обслуживанию большого количества дорогостоящего оборудования.
Распространенное решение проблемы перевеса обслуживающих и вспомогательных производственных процессов над основными производственными — передача соответствующих работ сторонним профильным организациям. Зачастую такая передача становится экономически эффективнее, чем самостоятельное выполнение работ (например, работ по обслуживанию и ремонту оборудования, заготовительных работ и др.).
- Производственная структура должна отвечать принципам оптимизации и сочетания в пространстве и времени всех составных элементов процесса.
- Совершенствование производственной структуры предприятия позволит более эффективно использовать трудовые, материальные и финансовые ресурсы одновременно с ростом качества выпускаемой продукции.
- Для совершенствования производственной структуры предприятие должно обеспечить бесперебойность производственного процесса, пропорциональность, ритмичность и прямоточность при соблюдении норм и правил, которые касаются условий труда основных производственных рабочих.
4. На основании корректно построенной производственной структуры предприятие достигает высоких результатов: сокращается производственный цикл, трудоемкость, себестоимость выпускаемой продукции, улучшается ее качество. Это положительно влияет на работу предприятия, способствует росту его доходности, облегчает планирование производства и контроль за выполнением производственных процессов.
5. Занимаясь построением производственной структуры, можно руководствоваться разработанными схемами других предприятий, но мы не рекомендуем использовать их из-за отличий в технологиях, разной специализации и кооперации, из-за разной квалификации работников и т. д.
6. Прежде чем приступить к формированию или корректировке существующей производственной структуры, уделите внимание аспектам, которые непосредственно влияют на вид структуры:
- установление состава цехов и производственных участков;
- расчет производственных площадей для каждого рабочего места, а затем для производственного участка и цеха, определение их пространственного расположения с учетом временных потерь на транспортировки и внутренние перемещения;
- изучение технологической и конструкторской документации;
- расчет трудовых затрат на осуществление производственной деятельности с выделением категорий основного, вспомогательного и обслуживающего производства;
- выбор пространственного и временного структурирования;
- расчет потерь от брака, простоев, нерегламентированных перерывов, внутренних перемещений и транспортировок.
А. Н. Дубоносова, заместитель управляющего директора по экономике и финансам
Производственная инфраструктура.
Взаимосвязь производственных цехов
с другими группами помещений
На каждом предприятии в соответствии с технологическим процессом выпуска продукции организуются производственные подразделения, формирующие его инфраструктуру, т.е. состав его производственных подразделений (участков, отделений, цехов), формы их построения, размещения, связей.
На каждом предприятии выделяют две наиболее важные составляющие: основное производство, охватывает все процессы, непосредственно связанные с выпуском готовой продукции, и вспомогательное, которое включает процессы материального и технического обслуживания основного производства.
Производство - это более крупные по сравнению с цехами подразделения, которые создаются на крупных предприятиях, где необходимо объединить несколько однородных или взаимосвязанных цехов.
В свою очередь основное и вспомогательное производства делятся на цеха, отделения, производственные участки, рабочие места.
Цех - обособленная в технологическом отношении часть предприятия, в которой проходит законченный процесс. В зависимости от характера технологического процесса и объема работы цех может иметь производственные участки, отделения или поточные линии.
Производственный участок - часть цеха, где осуществляется закончена стадия производственного процесса.
Отделение - производственные подразделения, которые создаются в крупных цехах. Например, в горячем цехе могут создаваться суповое и соусная отделения.
Цеха, отделения, производственные участки делятся на рабочие места.
Рабочее место - часть цеха, на которой процесс работы осуществляется одним или группой работников, выполняющих определенные операции.
Различают предприятия с цеховой структурой и бесцеховой.
Цеховая структура организуется на предприятиях, работающих на сырье, с большим объемом производства. Цеха делятся на заготовительные (мясной, рыбный, птахогольовий, мясо-рыбный, овощной), доготовочные (горячий, холодный), специализированные (мучной, кондитерский, кулинарный). На предприятиях ресторанного хозяйства, которые работают на полуфабрикатах, организуется цех доработки полуфабрикатов и цех обработки зелени.
Бесцеховой структура производства организуется на предприятиях с небольшим объемом производственной программы, которые имеют ограниченный ассортимент продукции на специализированных предприятиях (закусочных, шашлычных, пельменных, вареничных и др.)..
Состав помещений предприятий ресторанного хозяйства и требования к ним определяются соответствующими СНиПами. В них выделяются следующие основные группы помещений:
Складская группа для кратковременного хранения сырья и продуктов в охлаждаемых камерах и неохолоджувальних складах с соответствующими режимами хранения;
Производственная группа для переработки продуктов, сырья (полуфабрикатов) и выпуска готовой продукции в состав производственной группы входят основные (заготовительные и доготовочные) цехи, специализированные (кондитерский, кулинарный и др.). и вспомогательные (Моющие, хлеборезка)
Торговая группа для реализации готовой продукции и организации ее потребления (Торговые залы с раздаточными и буфетами, магазины кулинарии, вестибюль с гардеробом и санузлами и др..)
Административно-бытовая группа для создания нормальных условий труда и отдыха работников (кабинет директора, бухгалтерия, гардероб персонала с душами и санузлами).
Все группы помещений связаны между собой:
Размещение основных групп помещений должно обеспечить наиболее короткие связи между ними без пересечения потоков посетителей и обслуживающего персонала, чистого и использованной посуды, полуфабрикатов, сырья и отходов;
Следует стремиться к компактной структуры здания, предусматривая возможность перепланировка помещений в связи с изменением технологии производства;
Компоновка всех групп помещений должны удовлетворять требованиям СНиПов, санитарным и противопожарным правилам;
Все производственные и складские помещения должны быть непроходимыми, вход в производственных и бытовых помещений - со стороны хозяйственного двора, а в торговые помещение - с улицы, они должны быть изолированы от входов в жилые помещения;
Компоновка торговых помещений производится по ходу движения посетителей; предусматриваются возможность сокращения их передвижения и обеспечение эвакуации людей в случае пожара.
Основные требования к созданию оптимальных условий труда
Для успешного выполнения производственного процесса на предприятиях ресторанного хозяйства необходимо:
Выбрать рациональную структуру производства;
Производственные помещения должны размещаться по ходу технологического процесса, чтобы избежать встречных потоков сырья, полуфабрикатов и готовой продукции. Так, заготовительные цехи должны располагаться ближе к складским помещениям, но в то же время иметь удобную связь с доготовочная цехами;
Обеспечить поточность производства и последовательность осуществления технологических процессов;
Правильно разместить оборудование;
Обеспечить рабочие места необходимым оборудованием, инвентарем, инструментами;
Создать оптимальные условия для работы.
Производственные помещения должны располагаться в наземных этажах и ориентироваться на север и северо-запад. Состав и площадь производственных помещений определяются Строительными нормами и правилами проектирования в зависимости от типа и мощности предприятия.
Площадь производственных помещений должна обеспечить безопасные условия труда и соблюдение санитарно-гигиенических требований. Площадь состоит из полезной, занятой под различное технологическое оборудование, а также площади проходов.
Площадь производственных помещений рассчитывается по формуле:
Принятые нормы площади, м2: для горячего цеха-7-10; холодного - 6-8, для заготовительных цехов - 4-6.
Высота производственных помещений должна составлять не менее 3,3 м. Стены на высоту 1,8 м от пола облицовывают керамической плиткой, остальная часть покрывается светлой клеевой краской.
В современных помещениях стены облицовываются светлой керамической плиткой на всю высоту, что улучшает условия санитарной обработки.
Пол должен быть водонепроницаемым, иметь небольшой уклон к трапу. Она покрывается метлахской плиткой или другим искусственным материалом, что соответствует санитарно-гигиеническим требованиям.
В производственных помещениях должен быть создан оптимальный микроклимат. К факторам микроклимата относятся: температура, влажность, скорость движения воздуха. На микроклимат горячего и кондитерского цехов влияет также тепловое излучение от нагретых поверхностей оборудования. Открытая поверхность раскаленной плиты выделяет столько тепловой энергии, что может вызвать тепловой удар у работника.
Оптимальная температура в заготовительных и холодных цехах должна колебаться в пределах 16 -18 ° С, в горячем и кондитерском - 23-25 ° С. Относительная влажность воздуха составляет - 60 - 70%.
Данные микроклиматические условия создаются при помощи устройства приточно-вытяжной вентиляции. Вытяжка должна быть больше притока воздуха. В горячих цехах, кроме общей вентиляции, используют местную, над секционные-модулированным оборудованием (плитами, сковородками, фритюрница, мармитах) устраивают вентиляционные отсосы, предназначенные для удаления пара.
На современных предприятиях для создания оптимального микроклимата целесообразно использовать автоматические кондиционные установки.
Важным условием снижения утомляемости работников, предотвращения травматизма является правильное освещение производственных помещений и рабочих мест. В цехах обязательно должно быть естественное освещение, коэффициент которого (отношение площади окон к площади пола) должен быть не менее 1:6, а удаленность рабочего места от окон - не более 8 м. Производственные столы размещают так, чтобы повар работал лицом к окну или свет падал слева.
Для искусственного освещения используют люминесцентные лампы или лампы накаливания. При подборе ламп необходимо
соблюдать нормы: на 1 м2 площади цеха должно приходиться 20 Вт.
Производственные помещения должны иметь подводку горячей и холодной воды в моечных - ванн, электрокипятильник, котлов.
Канализация обеспечивает удаление сточных вод при эксплуатации ванн, котлов приготовления блюд.
В производственных цехах в процессе работы механического и холодильного оборудования возникают шумы. Допустимый уровень шума в производственных помещениях составляет 60-75 Дб. Снижение его можно добиться путем применения звукопоглощающих материалов.
Требования к организации рабочих мест
Эффективная организация производства предполагает в первую очередь рациональную организацию рабочих мест.
Рабочим местом называется участок производственной площади, на которой размещено оборудование, инвентарь, инструменты, устройства, необходимые для выполнения определенной технологической операции.
Площадь рабочего места должна быть достаточной для удобного и компактного размещения технологического и вспомогательного оборудования, инвентаря и создание безопасных условий труда.
Желательно удобную связь между рабочими местами, ускоряет продвижение полуфабрикатов и готовой продукции. Исходя из конкретных особенностей цехов, при размещении рабочих мест используют линейное, параллельное, Г-и П-образное, а также круговое размещения.
Инструменты и инвентарь, а также сырье и полуфабрикаты располагают на рабочих местах в строго определенном порядке.
Перед началом работы посуду, сырье, полуфабрикаты для удобства размещают слева; ножи, инвентарь, специи - справа или перед собой. Все, что часто используется в работе, следует размещать ближе к повару, сравнительно редко используемое - на отдаленном участке рабочего места. Хранение ИНВЕРТ-ря и инструмента на определенных постоянных местах дает возможность быстро найти то, что необходимо, в то время как бессистемное размещение принадлежности приводит к непроизводительных затрат времени. Если для размещения и хранения инвентарь и инструмента площади стола недостаточно, устраивают ящики и полки под крышкой стола или стеллажи, горки, стенды, шкафы у столов или над ними.
Большое внимание уделяется размеру производственных столов и вспомогательным устройствам - полкам, стендам, стеллажам. Высота производственного оборудования должна быть такой, чтобы корпус и руки работающих находились в наиболее удобном положении. Так, высота стола считается нормальной, если от локтя согнутой руки работника к поверхности стола остается 20-25 см. При работе на высшем столе локти будут удалены от корпуса, что вызывает перенапряжение предплечий. Работать в таком положении неудобно и тяжело. Наоборот, если стол слишком низкий, придется наклоняться, быстро утомляет работника. Около столов, ванн устанавливают деревянные подножные решетки, высоту которых подбирают в зависимости от роста поваров, но не более 9-10 см.
При устройстве полок, стендов, навесных шкафов, горок над крышкой стола необходимо учитывать, что наиболее удобным для хранения инструмента и постоянно используемых устройств является пространство от полки под крышкой стола (45 см) до уровня плеча (150 см). На такой высоте повар легко может получить все, что ему нужно. Наибольшая высота верхних полок не должна превышать 175 см. их целесообразно устраивать только для хранения запасного инструмента или редко используемых специй инвентарь.
При определении ширины и длины (фронта) рабочего места учитываются характер обрабатываемой продукции и максимальный размах рук работающего в горизонтальной плоскости. Наиболее приемлемой считается ширина рабочего места в пределах 70 - 80 см, а длина (фронт) - 100-120 см. При необходимости к рабочим местам подводятся холодная и горячая вода, устраивается дополнительное освещение и т. д. Источники света располагают спереди или слева от работника. В цехах производственные столы лучше расставлять так, чтобы повара работали лицом к окну.

Рис. 4. Рабочее место повара
Угол эффективной видимости не должен превышать 30 °. В среднем для человека он составляет 120 °, поэтому длина производственного стола не превышает 1,5 м. Угол мгновенной видимости предмета составляет 18 °. В этом секторе обзора находится то, что работник должен увидеть мгновенно.
Достаточная площадь в зоне рабочего места исключает возможность производственных травм, обеспечивает подход к оборудованию при его эксплуатации и ремонте. Рекомендуется соблюдать таких допустимых расстояний при размещении оборудования (м):
Между двумя технологическими линиями немеханического оборудования при двустороннем размещении рабочих мест и
длинам до 3 м 1,2
свыше 3 м 1,5
Между стеной и технологической линией немеханического оборудования - 0,1-0,2
Между стеной и механическим оборудованием - 0,2-0,4
Между стеной и тепловым оборудованием - 0,4
Между технологической линией теплового оборудования и раздаточной-1, 5
Между рабочими фронтами теплового и немеханического оборудования-1, 5
Между рабочими фронтами секций варочных средств - 2,0
Между электрическими средствами, выставленными водную линию - 0,75
Между технологическими линиями оборудования, выделяющего тепло - 1,5
Между стеной и рабочим местом чистильници овощей в овощном цехе - 0,8.
Каждое рабочее место должно быть обеспечено достаточным количеством инструментов, инвентарь и посуду. Посуда и инвентарь подбирают в соответствии с Нормами технического оснащение предприятий ресторанного хозяйства, утвержденных торговли СССР от 01.01.87 p., в зависимости от типа и мощности предприятия. К производственного инвентарь предъявляются требования по прочности, надежности в работе, эстетичности и др..
Необходимо добиваться снижения шума на рабочих местах, что снижает утомляемость работников. Для улучшения условий труда широко используют местную вентиляцию, вытяжные шкафы, зонты (местный отсос), улавливающие пары, газы, чад, дым на месте проведения работ, не допуская их распространения.
На рабочих местах, где собираются отходы, для их удаления устраивают желоба, воронкообразные отверстия в столах, спускные рукава в камеру отходов, устанавливают передвижные контейнеры и т.д..
Рабочие места должны быть организованы так, чтобы исключалась возможность получения травм, ожогов. Помочь в этом могут защитные экраны, ограждения, предохранительные устройства и предупредительная сигнализация.
Целесообразнее использовать на рабочих местах выдвижные, откидные или переносные стулья, причем лучше стулья с сиденьем, регулируемым по высоте, и специальной спинкой и подлокотниками.
Сокращают непроизводительные затраты времени своевременная и полная подготовка рабочих мест до начала смены и четкое обслуживание квалифицированных работников подсобными.
Важным фактором в рациональной организации производства является подбор работников и их размещение. При этом необходимо строго разграничивать обязанности каждого, - это исключает знеосиб-ления на производстве и повышает ответственность.
На крупных предприятиях с цеховой распределением бригады комплектующих по цехам, средних и мелких - в целом по производству. В состав бригад входят работники различной квалификации. Понятно, что в таких условиях важное значение имеет совмещение профессий, которое обеспечивает наиболее полное использование рабочего времени поваров. Если предприятие работает в две смены,
работникам, менее загруженным в вечерние часы, можно поручить заготовку продуктов и полуфабрикатов на следующий день. Без ущерба для качества готовой продукции в преддверии могут быть организованы при соответствующих условиях хранения следующие операции: обвалки, разделки и зачистки мяса; холодная обработка птицы; очистки рыбы нарезка мясных полуфабрикатов; очистки картофеля и овощей; переборки круп, макаронных изделий и просеивания муки; варки мясного, рыбного и грибного бульонов; пассерования овощей; тушения капусты для других блюд и гарниров; обжарки говядины, баранины, свинины крупным куском и некоторые другие процессы и операции.
Производственная структура предприятия – это все производственные единицы в совокупности (службы, цеха), а также виды взаимосвязей между этими элементами. На нее влияет тип и номенклатура изготавливаемых деталей, вид и формы специализации производства, особенности технологических процессов.
При этом именно технологические процессы являются важнейшим параметром, от которого зависит вся производственная структура организации предприятия.
Структура производственной деятельности предприятия определяется рядом факторов, которые считаются важными экономическими показателями. Речь, в частности, идет о качестве изготавливаемых товаров, росте производительности труда, величине производственных издержек, эффективности распределения и применения ресурсов.
Производственная компания выполняет ключевые функции:
- заботится о материально-техническом обеспечении производственного процесса;
- организует трудовую деятельность сотрудников в компании и управляет ею;
- выпускает продукцию для производственного и личного использования;
- соблюдает действующие стандарты, государственные законы, нормативы;
- реализует и поставляет товары потребителю;
- обслуживает продукцию в послепродажный период;
- заботится о всестороннем развитии и увеличении производственных объемов;
- уплачивает налоги, выполняет обязательные и добровольные платежи и взносы в бюджет и другие финансовые органы.
Производственная организация сама решает, как распределять и использовать выпускаемые товары, полученную прибыль, оставшуюся после вычета налогов и иных обязательных платежей.
Достаточно часто в современном мире появляются новые компании и расширяются уже работающие. На эти процессы большое влияние оказывают следующие факторы:
- неудовлетворенный спрос на товары, работы и услуги – самый важный параметр; если выпущенные предприятием изделия окажутся невостребованными, потребитель не захочет их купить, и расходы на производственный процесс не окупятся, фирма может разориться;
- ресурсы, в которых нуждается компания для выпуска продукта – это, прежде всего, наличие производственной базы и сырья;
- соответствующая ступень развития науки и технических средств в данной производственной отрасли.
Производственные организации вместе с их коллективами являются основными звеньями для формирования цепи отраслевых и территориальных комплексов, образования ведомств и министерств. В народно-хозяйственном комплексе производственные компании – главные элементы.
В соответствии с законом РФ, предприятие, работающее в производственной сфере, полностью отвечает за свою деятельность и все процессы, происходящие в нем. Деятельность организации не должна препятствовать нормальной работе иных компаний, негативно сказываться на условиях жизни людей, проживающих на близлежащих территориях.
Отметим, что у государственных властей нет права мешать реализации административных и хозяйственных функций фирмы. Государственные власти могут лишь контролировать то, насколько правомерно компания осуществляет хозяйственную деятельность, предлагать различные решения и требовать от руководства следования действующим законодательным нормам.
Производственная структура предприятия бывает разной. Однако все производственные компании, по сути, выполняют одну и ту жеработу – выпускают и реализуют товар.
Структура производственной системы предприятия для нормального функционирования должна состоять из:
- органов, осуществляющих управление;
- функциональных отделов, лабораторий, иных непроизводственных служб;
- цехов основного производства;
- вспомогательных и обслуживающих складов и цехов;
- прочих организаций (социально-бытовых, подсобных).
Направление в работе, сфера деятельности и объемы производства в компании определяются составом, технологическим профилем, масштабами цехов, участков, мастерских, где осуществляется производственный процесс.
В ходе производства продукция проходит несколько этапов. Каждый этап – это технологически однородные работы, и именно они являются основой разделения производства на различные процессы. За каждый из процессов отвечают специалисты разных профилей и квалификаций.
Почему компания обречена, если у нее нет миссии
Миссия тем эффективнее, чем теснее она связана с видом деятельности компании. Например, миссия компании Google на ранних этапах ее развития звучала так: «Организация мировой информации, предоставление универсального доступа к ней и права пользования ею». Компания решала именно эту задачу, поэтому такая миссия служила ей верным ориентиром.
Как выбрать стратегически верную миссию для своей компании, узнайте в статье электронного журнала «Генеральный директор».
Состав производственной структуры предприятия
Каждый руководитель заинтересован в том, чтобы производство и производственная структура предприятия были успешными. Организационная и производственная структуры предприятия должны быть выстроены разумно. От этого, в том числе, зависит качество его деятельности.
Здесь очень важно рациональное построение производственного процесса. Этого можно достичь, если выделить наиболее эффективную производственную структуру, не забыв об особенностях фирмы.
Какова характеристика производственной структуры предприятия? Структура компании – это упорядоченные и связанные между собой элементы в совокупности. Отношения между ними – устойчивые, обеспечивающие функционирование и развитие компонентов как единой структуры.
Производственная структура предприятия включает в себя основные элементы в виде цехов, участков и рабочих мест.
Типы производств различают по тому, как организован производственный процесс. Здесь можно упомянуть о следующих подразделениях на производстве:
- основном;
- вспомогательном;
- обслуживающем.
Цех является ключевой производственной единицей, административно отделенной, специализирующейся на выпуске определенных комплектующих, деталей или проводящей одинаковые по своему назначению или технически однородные работы.
В цехах всегда есть несколько участков. Такие участки – это сгруппированные по определенному признаку рабочие места.
Цеха делятся на подразделения вспомогательного и основного производства. Вспомогательные цеха призваны обеспечивать условия для нормальной деятельности основных. Что касается основных, там изделия превращают в уже готовый к реализации товар.
Существуют также обслуживающие цеха, обеспечивающие обозначенные выше (основные и вспомогательные) транспортными средствами, складами и техподдержкой.
То есть производственная структура предприятия состоит из основных, вспомогательных, обслуживающих подразделений и хозяйств производственного назначения.
Выделяют 2 группы производственных цехов (мастерских, участков).
1. Цеха основного производства, где непосредственно изготавливается продукция для продажи. Формирование основных подразделений осуществляется в соответствии с профилем компании. На процесс формирования влияют также конкретные виды товаров, масштабы и производственные технологии.
Главные задачи основных цехов: изготовление изделий в точно обозначенные сроки, сокращение производственных издержек, улучшение качества товаров, поиск и применение решений для оперативной перестройки производственного процесса в связи с изменяющейся ситуацией на рынке и потребностями покупателей. Решению всех этих задач способствуют рациональные специализация и размещение цехов, их кооперирование и обеспечение пропорциональности процесса производства от первой до последней операции.
Специализация цеха может быть:
- предметной (в отдельных цехах сосредотачивается основная часть или весь производственный процесс по созданию определенных типов готовых изделий);
- подетальной (поагрегатной) (за каждым производственным подразделением закрепляется выпуск отдельных комплектующих);
- технологической (стадийной) (каждый цех отвечает за определенный этап производства);
- территориальной (удаленные друг от друга подразделения проводят одни и те же работы).
Основные цеха могут быть:
- заготовительными;
- обрабатывающими;
- сборочными.
В задачи цехов заготовки входит начальное формообразование изделий (из таких отделов, в том числе, и состоит производственная структура предприятия; подразделения режут заготовки, занимаются штамповкой, литьем и другими подобными работами).
Обрабатывающие цеха производят механическую, термическую, химико-термическую, гальваническую обработку деталей, сваривают их, покрывают лаком и т.д.
Задачи сборочных цехов – сборка, регулирование, наладка, тестирование комплектующих, из которых впоследствии собирают готовое изделие.
2. Вспомогательные и обслуживающие цеха, основная задача которых – обслуживать производственные процессы и решать различные задачи непосредственно внутри компании.
Главная задача вспомогательных цехов – создавать все условия для беспрерывного рабочего процесса на основном производстве.
Вспомогательные – это цеха и участки производства, которые:
- изготавливают, ремонтируют, настраивают приборы, приспособления, инвентарь;
- контролируют функционирование и ремонт оборудования, следят за механизмами, сооружениями, зданиями;
- обеспечивают подачу тепловой и электроэнергии, надзор и ремонт электрического оборудования и тепловых сетей;
- транспортируют сырье, материалы, заготовки, готовые изделия внутри предприятия и за его пределами;
- хранят продукцию (складские помещения).
Структура производственной деятельности предприятия служит базой для разработки генплана, то есть производственного расположения служб и подразделений, коммуникаций и путей на заводе. Отметим, что очень важным является обеспечение прямоточности материальных потоков. Местонахождение цехов должно соответствовать производственным этапам.
Типы производственной структуры предприятия
Если компания ведет деятельность в промышленной отрасли, производственная структура может быть:
- предметной;
- технологической;
- смешанной (предметно-технологической).
На предприятии с предметной структурой новые основные цеха и их участки строятся по следующему принципу: каждый отдел наделен ответственностью за изготовление той или иной детали или определенной группы запчастей.
Как правило, предметную структуру предпочитают использовать сборочные и механосборочные цеха заводов, выпускающие продукцию в большом объеме или изделия крупными сериями.
Пример такой структуры на предприятии по выпуску авто – это цеха, производящие шасси, двигатели, коробки передач, кузова; на заводе по строительству станков – цеха, выпускающие шпинделя, валы, корпусные детали, станины.
Если речь идет о компании по изготовлению обуви, в качестве примера подразделения, где применяется предметная структура производственной деятельности, можно привести цеха рантовой обуви и т.д.
У предметной структуры есть множество серьезных преимуществ. Основные плюсы заключаются в ограничении формы связи между производственными отделами, сокращении путей перемещения комплектующих, упрощении и удешевлении межцехового и цехового транспорта, уменьшении длительности цикла производства, повышении ответственности специалистов за качество работы.
В рамках предметной структуры цеха оснащают необходимым оборудованием по ходу технологического процесса, а при изготовлении изделий пользуются станками, штампами, инструментами, приспособлениями с высокой производительностью. Благодаря всем перечисленным выше мерам на предприятии увеличиваются производственные объемы, а себестоимость выпускаемых деталей снижается.
Технологическая производственная структура предприятия предполагает четкое разделение по технологическому признаку. Так, на заводе с такой структурой есть литейный, механический, сборочный, кузнечно-штамповочный цеха – то есть все отделы технологически обособлены друг от друга. Благодаря созданию данной структуры руководить участком или цехом становится значительно проще, как и распределять специалистов, перестраивать производство с одной номенклатуры изделий на другую.
Технологическая производственная структура предприятия имеет и недостатки. Так, могут возникать встречные маршруты движения комплектующих, усложняться производственные связи между цехами, увеличиваться расходы на переналадку оборудования.
Кроме того, при такой структуре достаточно проблематично использовать высокопроизводительные специальные станки, инструменты и приспособления. Из-за всего этого производительность труда увеличивается невысокими темпами, а себестоимость изделий снижается.
Смешанная (предметно-технологическая) структура предполагает наличие на одном предприятии основных подразделений, принцип организации которых – и предметный, и технологический.
К примеру, структура заготовительных цехов (кузнечных, литейных, прессовых) обычно технологическая, механосборочных – предметная.
Как правило, компании со смешанной структурой работают в отраслях машиностроения, легкой промышленности (производство мебели, обуви, швейные организации) и в некоторых иных сферах. Производство, выстроенное по такому принципу, обладает рядом преимуществ. Перевозки внутри цехов осуществляются реже, сокращается продолжительность производственного цикла выпуска изделий, растет производительность труда, снижается себестоимость деталей.
Очень важно то, в какой последовательности предприятие выполняет действия во внешней и внутренней среде. От этого зависит его деятельность в целом. Здесь необходимо рассматривать динамические ряды, то есть временные значения обращения компании к источникам своей деятельности, и показатели, на основе которых можно судить о месте организации в рыночной среде. Чтобы лучше узнать, как на сегодняшний день обстоят дела, следует сопоставить показатели предприятия с показателями аналогичных фирм, успешно работающих в данный момент. Необходимо также зафиксировать, какова структура производственной деятельности предприятия. От этого зависит последовательность экономической активности организации.
Экономика компании должна формироваться как экономика отдельных комплексных элементов, если рассматривать данный процесс со структурной точки зрения. То, насколько пропорционально должны соотноситься друг с другом звенья, зависит от соотношения производственной мощности цехов и участков, объединенных с целью изготовления конечного продукта.
Смешанная (предметно-технологическая) структура производственной деятельности все чаще применяется на предприятиях, что позволяет экономить живой и овеществленный труд, комплексно использовать материалы и сырье и наиболее эффективно распределять финансовые средства.
При конструктивно-технологической однородности продукции появляются благоприятные предпосылки к углублению специализации компании, а также к автоматизированному и поточному изготовлению товаров.
Важная роль в структуре предприятия отводится запасам, обеспечивающим производственный процесс. В том числе благодаря им, организация функционирует. То есть, если в ходе производства обнаруживается недостаток определенных материалов или сырья, производственные запасы компенсируют недостачу. Это способствует образованию замкнутого цикла производства.
Первичное звено организации производственного процесса – рабочее место. Это неотъемлемая и ключевая, неотделимая часть процесса производства, которую обслуживает один или несколько сотрудников.
Показатели деятельности компании во многом определяются и тем, как организованы и расположены рабочие места в отделах, насколько обосновано их количество и специализация, согласовано взаимодействие.
Структура производственных процессов на предприятии
Когда специалистов на производстве распределяют по рабочим местам, образуются, как правило, группы, службы или бригады. Создание бригад ведется с целью решения задач, предполагающих совместную деятельность.
Бригада может состоять из рабочих с разной квалификацией, разными профессиональными направлениями и навыками. Состав, как и организационная форма бригады, которая может быть комплексной или специализированной, определяется характером, сложностью и особенностями производственного процесса, а также трудоемкостью работ.
Группы, звенья, бригады образуют сектора и участки, а те, в свою очередь, соединяются в отделы, цеха и лаборатории. Последние три элемента формируют структуру организации.
Рабочее место на предприятии организуют с учетом особенностей процесса производства и вида проводимых работ. Рабочее место специалиста должно полностью отвечать эргономическим и техническим нормативам. Здесь находится все необходимое сотруднику, то, что нужно ему в процессе трудовой деятельности. Большую часть своего рабочего времени специалист проводит именно там.
Циклом производства называют календарный период, в течение которого сырье, заготовка или иное обрабатываемое изделие проходит все этапы производства или определенную его стадию, становясь готовой продукцией. Производственный цикл выражен в календарных днях или в часах (если речь идет о малой трудоемкости изделия).
Самая эффективная форма организации производства с экономической точки зрения – поточный производственный процесс. Поточная форма производства характеризуется следующими признаками:
- за конкретной группой рабочих мест закрепляют одно или ограниченное количество наименований изделий;
- технологические и вспомогательные операции ритмически повторяются во времени;
- рабочие места специализированы;
- рабочие места и оборудование расположены по ходу технологического процесса;
- для межоперационной передачи деталей используются специальные транспортные средства.
Поточное производство и производственная структура предприятия предполагают реализацию таких принципов, как:
- ритмичность;
- параллельность;
- специализация;
- пропорциональность;
- прямоточность;
- непрерывность.
При поточном производстве наблюдаются наиболее высокая производительность трудовой деятельности, снижение себестоимости продукции и сокращение производственного цикла. Основа (первичное звено) поточного производства – поточная линия.
Когда проектируют и организуют поточные линии, рассчитывают показатели, определяют регламент работ, линии и способы проведения технологических операций.
Тактом поточной линии называют период между выпуском продукции (деталей, сборочных изделий) и последней операцией или их запуском на первую операцию поточной линии.
Расчет такта осуществляется по таким исходным данным, как:
- производственное задание на год (месяц, смену);
- плановый фонд рабочего времени за этот же срок;
- прогнозируемые технологические пооперационные потери.
Формула для расчета такта поточной линии:
r = Fд / Qвып, где
- r – такт поточной линии (в минутах);
- Fд – действительный годовой фонд времени работы линии в планируемом периоде (мин);
- Qвып – плановое задание на этот же временной отрезок (шт.).
Fд = Dраб*dсм*Tсм*kпер*kрем, где
- Dраб – количество рабочих дней в году;
- dсм – количество рабочих смен в сутки;
- Tсм – длительность смены;
- kпер – коэффициент, учитывающий планируемые перерывы;
- kрем – коэффициент, который учитывает продолжительность плановых ремонтных работ.
kпер = (Тсм - Тпер) / Тсм, где
- Тпер – время запланированных перерывов внутри смены.
kрем – рассчитывается аналогичным способом.
В случае неизбежных технологических потерь (планируемом выходе годных деталей или изделий) формула расчета такта r следующая:
r = Fд / Qзап, где
- Qзап – количество изделий, которые запускаются на поточную линию в запланированном периоде (шт.):
Qзап = Qвып*kзап, где
- kзап – коэффициент запуска изделий на поточную линию. Он равен величине, обратной коэффициенту выхода годных изделий (α).
k зап = 1/α.
Выход годных деталей в целом по поточной линии определяют как произведение коэффициентов выхода годных изделий по всем операциям линии:
α = α 1 * α 2 *…* α n
Ритм – это число изделий, которое поточная линия выпускает за единицу времени. Ритм также называют обратной такту величиной.
Количество оборудования поточной линии рассчитывается по каждой из операций в технологическом процессе:

- W pi – расчетное количество оборудования (рабочих мест) на i-й операции поточной линии;
- t штш – норма штучного времени на i-ую операцию (в мин);
- k запi – коэффициент запуска детали на i-ю операцию.
Принятое количество оборудования или рабочих мест на каждой операции Wпi определяют, округляя их расчетное количество Wpi до ближайшего большего целого числа.
По данной формуле рассчитывают коэффициент загрузки оборудования (рабочих мест):
![]()
Задел – это определенный запас на производстве материалов, заготовок, сборочных единиц. Благодаря запасам процессы на поточных линиях протекают без перебоев.
Заделы бывают:
- технологическими;
- транспортными;
- резервными (страховыми);
- оборотными межоперационными.
Синхронизацией называют выравнивание продолжительности операции технологического процесса в соответствии с тактом поточной линии. Продолжительность операции должна равняться такту поточной линии или быть кратной ему. Среди методов синхронизации выделяют:
- дифференциацию операций;
- концентрацию операций;
- использование прогрессивных инструментов и оснащения;
- усовершенствование организации обслуживания рабочих мест;
- установку дополнительного оборудования;
- интенсификацию работы оборудования (увеличение режимов обработки) и т.д.
Высшая форма поточного производственного процесса – автоматизированный производственный процесс, сочетающий главные признаки поточного производства и автоматизированные процессы в нем. Автоматизированное поточное производство и производственная структура предприятия предполагают работу по следующей схеме: оборудование, агрегаты, аппараты и установки работают в автоматическом режиме, по заданной программе. Специалисты контролируют данные процессы и следят, чтобы работы не отклонялись от схемы, налаживают автоматизированное оборудование.
Автоматизация бывает частичной и комплексной. Частичная автоматизация – это процесс, в рамках которого работник производства не выполняет никаких технологических процессов. Когда проводятся транспортные, контрольные операции при обслуживании оборудования, ручной труд не используется в принципе или используется частично.
Если мы говорим о комплексно-автоматизированном производстве, люди не участвуют в таких процессах, как создание изделий, управление технологическим процессом, перевозка деталей, выполнение контрольных операций, устранение производственных отходов. Обслуживается оборудование вручную.
Ключевой элемент автоматизированного производства – автоматические поточные линии (АПЛ).
Автоматической поточной линией называют комплекс автоматизированного оборудования, которое располагают в соответствии с последовательностью технологических операций. Все элементы поточной линии связывает автоматизированная транспортная система, а также система автоматизированного управления. Основная задача АПЛ – обеспечивать автоматическое превращение исходного сырья или заготовок в готовую продукцию. Для каждых автоматических линий виды изделий свои.
Специалист, работающий на автоматической поточной линии, налаживает оборудование, контролирует, как оно работает, загружает линию заготовками. Итак, АПЛ характеризуются:
- автоматическим проведением операций в рамках технологического процесса (участие человека там не требуется);
- автоматическим перемещением продукции между отдельными агрегатами линии.
Автоматическими комплексами, цикл производства продукции на которых – замкнутый, называют автоматические линии, связывающие автоматические транспортные и погрузочно-разгрузочные устройства.
Автоматические цеха (участки) состоят из автоматизированных поточных линий, автономных автоматизированных комплексов, автоматических транспортных, складских, управленческих систем, автоматических систем по контролю качества и т.д.
Рыночная среда сегодня очень нестабильна, особенно это касается предприятий, выпускающих продукцию в широком ассортименте. В связи с этим необходимо повышать гибкость (многофункциональность) автоматизированных производств для наиболее полного удовлетворения требований, запросов и нужд покупателей, быстрого и экономичного освоения выпуска новой продукции.
Наиболее эффективными АПЛ становятся в случае с массовым производством. Быстрая сменяемость товаров и требования к их низкой стоимости при хорошем качестве приводят к противоречиям. В частности:
- с одной стороны, АПЛ и специальное оборудование способствуют существенному снижению издержек;
- с другой стороны, чтобы спроектировать и создать такое специализированное оборудование, зачастую требуется полтора-два года; это может привести к его моральному устареванию к моменту выпуска.
Когда на производстве используют неавтоматизированное, то есть универсальное оборудование, повышается уровень сложности выпуска изделий, следовательно, увеличивается стоимость, что совершенно не нужно в современных рыночных условиях. Решить такую задачу можно, создав гибкую производственную систему, где объединены все ее элементы:
- выпускаемые детали в группы обработки;
- оборудование;
- материальные потоки (детали, заготовки, изделия, оснащение, приспособления, основные и вспомогательные материалы);
- процессы выпуска производства продукции от плана до готового изделия (интегрируются основные, вспомогательные и обслуживающие производственные процессы);
- обслуживание, так как все обслуживающие процессы становятся единым целым;
- управление, основы которого – системы УВМ, банки данных, пакеты прикладных программ, САПР, АСУ;
- информационные потоки, чтобы выносить решения по всем отделам системы о наличии и использовании материалов, заготовок, продукции, средств отображения данных;
- персонал, так как соединяются профессии (конструктор-технолог-программист-организатор).
Следует подчеркнуть, что производственная структура предприятия имеет динамичный характер. Технические средства, технологии, организации трудовой и управленческой деятельности совершенствуются. Улучшается и структура производства, появляются предпосылки для более интенсивного функционирования, эффективного распределения ресурсов.
Производственная структура предприятия зависит от:
- отраслевой принадлежности (речь здесь идет о номенклатуре и конструктивных особенностях комплектующих, применяемых при выпуске материалов; способов, которыми пользуются, чтобы получать и обрабатывать заготовки; простоты конструкции и технологичности продукции; типа производства, уровня его специализации и кооперации; состава оборудования и технологического оснащения (оборудование бывает универсальным, специальным, нестандартным, а линии – конвейерными или автоматическими);
- характера продукции и способов ее производства;
- объема выпуска товаров и их трудоемкости;
- уровня специализации и кооперирования производственного процесса;
- особенностей зданий, сооружений, применяемого оборудования, материалов и сырья;
- централизованной или децентрализованной организации обслуживания оборудования, текущего ремонта и технологического оснащения;
- способности производства в кратчайшие сроки и без больших финансовых убытков подстраиваться под новые условия, предполагающие выпуск новых единиц в измененной номенклатуре изделий;
- характера процесса производства в цехах основного, вспомогательного, побочного и подсобного назначения.
Бесцеховая структура управления производственным предприятием способствует более совершенному управлению всеми его отделами. В данном случае также сокращается управленческий и обслуживающий аппарат, соответственно, снижаются и производственные издержки.
Грамотно выстроенная, непрерывно улучшающаяся производственная структура предприятия способствует пропорциональному соотношению всех отделов, улучшению технико-экономических показателей: уровней специализации и кооперации, бесперебойности процесса производства, ритмичности создания и реализации продуктов, более производительной трудовой деятельности, улучшению качества товаров, размера неоконченного производства и нормируемых оборотных средств, соотношению количества персонала, занятого в управлении и на производстве, целесообразности использования рабочих и денежных ресурсов.
Производственная структура компаний, работающих в разных отраслях, наделена своими особенностями, на которые, главным образом, влияет характер основного производства.
Если в качестве примера взять текстильные фабрики, их структура, по большей части – технологическая, где отдельные участки специализируются на конкретных номерах и артикулах пряжи. Большая часть предприятий по производству текстиля совмещает на одной территории все технологические процессы, включая ткачество, отделку, прядение. При этом некоторые выполняют лишь один-два этапа создания готового изделия.
Структура металлургических заводов обычно технологическая, с прокатными, копровыми, сталелитейными, доменными цехами. Металлургические заводы зачастую включают в себя агломератные фабрики и коксовые цеха.
Производственная структура предприятий, работающих в разных отраслях, имеет один общий показатель. Речь идет о том, как организованы обслуживающие и вспомогательные отделы. В компании любой промышленной сферы есть цеха главного энергетика и главного механика, склад и транспортное хозяйство. Для машиностроительного завода обязательно наличие инструментального цеха, для текстильной фабрики – валичной и челночной мастерских, которые создают инструментарий для основного производства.
Определение и организация структуры производства – очень ответственная задача, решать которую нужно и при создании новых, и при изменении работающих компаний.
Ниже представлены способы, благодаря которым общая производственная структура предприятия может быть усовершенствована:
- организация основных и вспомогательных цехов и участков в рациональном соотношении;
- соблюдение необходимых пропорций между участками предприятия;
- расширение участков и цехов;
- непрерывная рационализация структуры производства;
- поиск и внедрение более совершенных принципов построения цехов;
- слияние отделов, создание мощных объединений промышленности и научно-производственной сферы на основе концентрации производства;
- смена производственного направления, то есть характера изготовления товаров, специализация и кооперация, развитие комбинирования производства, стремление создать конструктивно-технологическую однородность продукции посредством обширной унификации и стандартизации; формирование бесцеховой структуры управления производственным предприятием. За счет укрупнения компаний и цехов внедрение техники с высокой производительностью осуществляется в более глобальных масштабах. При этом технологии и организация производственного процесса непрерывно улучшаются.
Когда выявляют пути усовершенствования цехов и подразделений, структура производственного отдела предприятия и всей компании в целом улучшается, а эффективность работы повышается.
Основные, вспомогательные и обслуживающие цеха должны находиться в рациональном соотношении, чтобы повышать удельный вес главных цехов по численности сотрудников, цену на основные фонды и размер территорий, на которых располагается производство. При рациональном планировании обязательно совершенствуется генеральный план компании.
Предприятиям следует грамотно пользоваться имеющимися возможностями, ресурсами, рыночной обстановкой, чтобы эффективно планировать свое производство. Если компании удается разработать план, оптимальный с позиции постоянно меняющихся условий на рынке, у нее возникает больше шансов выстоять и не сдать позиций во внешней экономической обстановке. В связи с этим необходимо уделять повышенное внимание материалу по планированию производственного процесса.
Генплан – важнейшая составляющая проекта компании, работающей в сфере промышленности. В генеральном плане комплексно решаются вопросы, связанные с благоустройством и планировкой территории, с тем, как будут размещены здания и сооружения, где должны располагаться транспортные коммуникации, инженерные сети, как нужно организовать системы хозяйственного и бытового обслуживания, какое место предприятие должно занимать в промышленном узле или районе.
Генеральный план должен отвечать определенным высоким требованиям. Вот основные из них:
- Участки располагаются по протеканию производственного процесса – склады, на которых хранится сырье и полуфабрикаты; далее идут цеха по обработке, сборке, затем склады готовых изделий.
- Вспомогательные участки и хозяйства находятся в непосредственной близости к цехам основного производства.
- Железнодорожные пути рационально устроены внутри организации: подведены к складам, где хранятся материалы, сырье и полуфабрикаты; к складам готовых изделий, где продукцию дополнительно оснащают различными деталями, консервируют, осуществляют погрузку и отправляют на реализацию.
- Сырье, материалы, готовые изделия перевозятся в кратчайшие сроки и с наибольшей прямоточностью.
- Исключаются встречные и возвратные потоки в помещениях и за их пределами.
- Внешние коммуникации организации грамотно расположены и соединены с шоссе, инженерными сетями и ж/д путями.
- В блоках размещены лаборатории (измерительная, химическая, рентгено-контроля, ультразвука) и цеха, которые термическим способом обрабатывают защитные покрытия деталей и готовые изделия.